Во всех мастерских, где выполняются слесарные или столярные работы, одним из главных инструментов являются тиски. В зависимости от размеров обрабатываемых деталей и от величины необходимого усилия зажатия детали, тиски бывают разного размера. При необходимости тиски нужного типоразмера можно сделать своими руками.
Зачем нужны тиски
Тиски нужны для прочного закрепления обрабатываемой детали при работе и с ручным инструментом (напильниками, ножовкой), и, тем более, при работе на станках – сверлильном, фрезерном, шлифовальном. Когда деталь хорошо закреплена, тогда и её обработку можно вести с более высокой точностью.
Разновидности тисков
Все виды тисков работают по одному принципу. На прочной раме на одном её краю жестко закреплена упорная губка, на другом краю рамы установлена гайка, в которой вращается упорный винт. Этот винт при вращении перемещает подвижную губку, а она прижимает деталь к губке неподвижной.
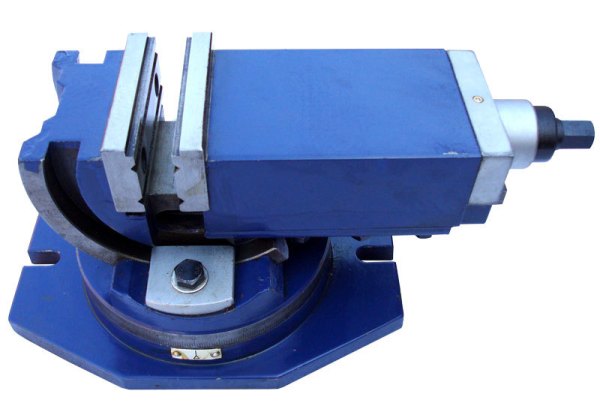
Настольные тиски и станочные тиски различаются только способом их установки на рабочем столе. Станина настольных тисков приворачивается болтами к столу, а головки крепёжных болтов станочных тисков легко скользит в специальных пазах рабочего стола станка.
Изготовление тисков
При необходимости и при наличии определённой слесарной подготовки возможно тиски изготовить самостоятельно своими руками. К этому следует добавить умение выполнять сварочные работы и наличие необходимого материала.
Начинать работу следует с чёткой формулировки технического задания – для чего делаются данные тиски и какого они будут размера. Следует оценить свои запасы материала и старых заготовок. На изготовление тисков годится только сталь.
Затем выполняется рабочий эскиз общего вида. После обсуждения и необходимой корректировки следует вычертить в масштабе или в натуральную величину чертёж общего вида в трёх проекциях. Следующим этапом конструирования идёт деталировка, выполнение чертежей всех деталей. При этом мастер-самоделкин старается максимально использовать имеющиеся у него в наличии заготовки от других работ.
Корпус –станина тисков может быть сварена или из уголков, или из обрезков трубы квадратного профиля. Подвижная губка перемещается вдоль станины по направлению к неподвижной либо между двумя крайними образующими рамы-станины тисков, либо по специальным направляющим, проходящим сквозь крайние отверстия в подвижной губке. В качестве таких направляющих умельцы используют полированные штоки соответствующей длины диаметром 16 -18 мм.
Упорный винт, перемещающий подвижную губку, тоже можно найти в каком-нибудь старом механизме. Диаметр нужен 14 – 16 мм, резьба упорная. Длина должна обеспечить желаемый полный раствор тисков. На одном конце винта обеспечивается сцепление с подвижной губкой, на другом конце устанавливается ручка для его вращения.
Гайка механизма перемещения подбирается по винту. Она прочно и аккуратно приваривается к станине.