Часто при выполнении домашних работ, изготовлении поделок приходится выполнять операции, связанные со сгибом металлических листов. Мастера ухитряются делать это с помощью установленного на край верстака уголка и молотка, но получают изделия низкого качества. Те же, кто занимается гибкой постоянно предпочитают изготовить гибочный станок, который не только улучшит вид получаемых деталей, но и значительно сократит время на их изготовление.

Простой гибочный станок получается из: прокатного профиля – швеллера (подходит не меньше №6); нескольких уголков, используемых для изготовления рамы устройства; стальной полосы, имеющей большую ширину и толщину (необходима для изготовления поворотной, нижней и верхней балок; прутка для рычага, которым поворачивается балка; крепежных изделий разного вида. Облегчить работы можно, используя слесарные тиски, направляющие (например, от токарного станка), массивные петли, на которые устанавливают стальные двери.
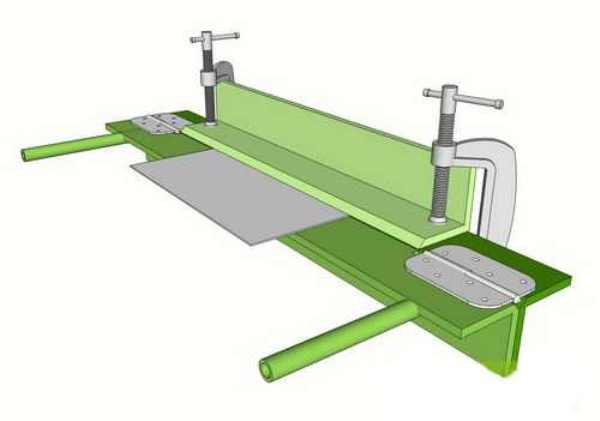
Основу гибочного станка делают из трех отрезков швеллера (лучше брать номер побольше) – один длинный и два одинаковых коротких. Последние приваривают вблизи краев и перпендикулярно длинной заготовке, располагая их полки с одной стороны. Поверхности полок всех элементов располагают в одной плоскости. В результате получают П-образную раму с длинной перемычкой, короткими ножками и выступающими в стороны концами перемычки.
По краям перемычки рамы, в пределах выступающих ее участков, крепят петли с возможностью их поворота вверх до вертикального положения. Между ними концами полок вниз располагают кусок швеллера меньшего размера – внешняя боковина перемычки рамы и внешняя поверхность полки швеллера должны быть параллельны. Соединение швеллеров болтовое, с возможностью перестановки верхнего куска относительно нижнего.
К свободным пластинам петель приваривают полкой уголок – его угловая часть направлена в сторону оси петель, а внешняя плоскость второй полки располагается заподлицо с верхней поверхностью рамы. К нижней поверхности этих полок, ближе к краям уголка, приваривают поперек два стержня-ручки. Чем больше их длина, тем легче будет выполнять операцию сгиба.
Работают собранным гибочным станком так: ослабляют болтовое соединение швеллеров в перемычке рамы и находящегося над ним; располагают между ними лист металла, который нужно согнуть; смещают верхний швеллер от края нижнего на толщину сгибаемого листа металла; затягивают болты, соединяющие швеллеры; линия сгиба должна совпадать с внешней поверхностью полки верхнего швеллера. Часть листа, которую нужно отогнуть, располагается на полке уголка, прикрепленного через петли к перемычке рамы.
С помощью рукояток поворачивают уголок, а вместе с ним и полоску листа металла. Последний, в месте прижима полкой верхнего швеллера сгибается. Согнуть можно под углом 90°, если смещать уголок не до контакта с полков верхнего швеллера, то и на меньший угол.